










По классификатору, разработанному в Советском Союзе, соответствует характеристикам группы станков сверхвысокой точности. По исполнению накладной переносный. Очень компактен и экономичен. Суммарная мощность всех двигателей 0,9 кВт.
Создан в лаборатории ООО «Компания инновационные технологии» ("Интек") под руководством изобретателя Е.И.Овчинникова. Предприятие изготовитель ООО «Экомаш+Урал».


Станок предназначен для обработки плоских поверхностей методом скоростного фрезерования или шлифования торцем шлифовального круга. При этом нет необходимости в демонтаже и транспортировке оборудования к месту обработки на завод-изготовитель или специализированную фирму. Весь регламент работ по обработке поверхности выполняется на месте.
Например, направляющие станин тяжелых горизонтально-расточных станков можно обрабатывать, не демонтируя их с фундамента. Более того, при этом нет необходимости демонтировать колонну и салазки, которые перемещаются по этим направляющим. Достаточно, обработав участок направляющих, переместить на него салазки с колонной, а затем обработать оставшуюся площадь. Еще проще обрабатываются контрольные разметочные и поверочные плиты.
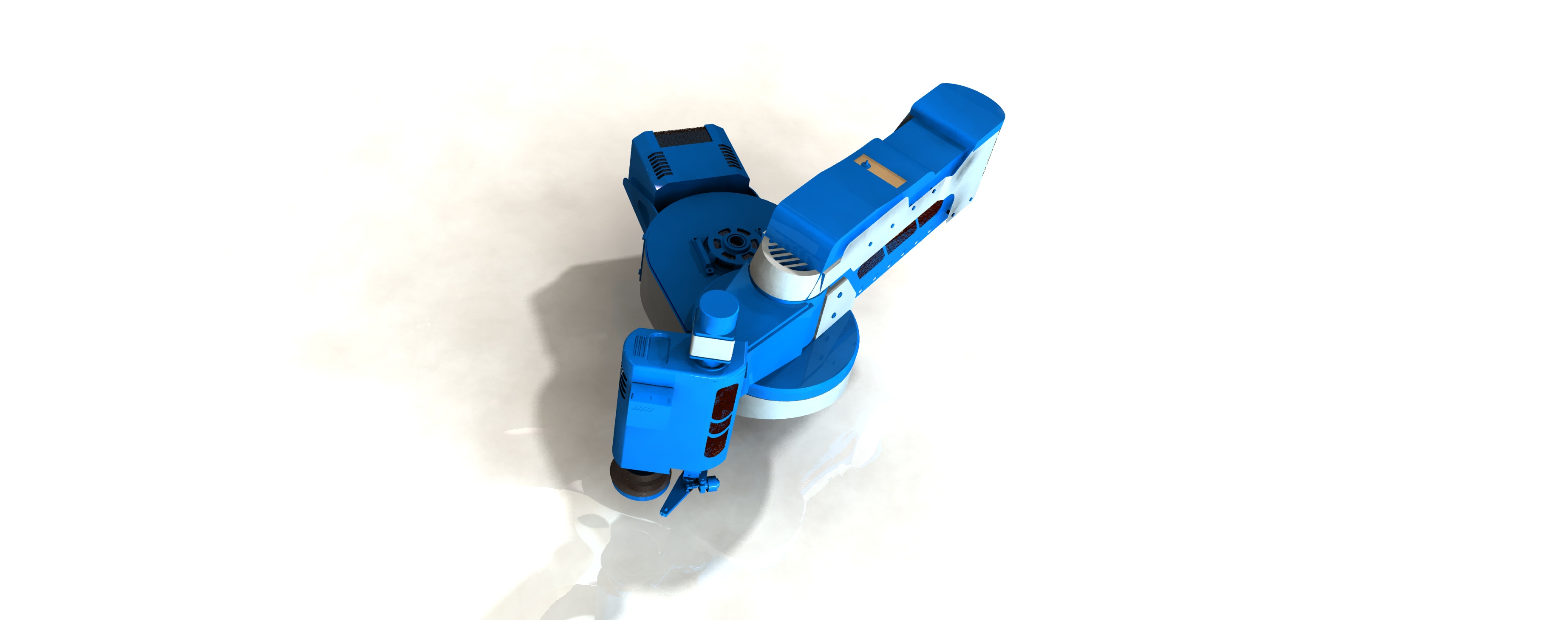
Станок состоит из станины на которой вращаются две оси: ось А – платформа и ось В – рычаг. На конце рычага установлен шпиндельный узел, перемещающийся в вертикальном направлении (ось Z). Глубина резания устанавливается перемещением шпиндельного узла по оси Z. Рабочая подача осуществляется вращением платформы вокруг своей оси на 360о (ось А). Ось В имеет установочные перемещения. В исходном состоянии оси В станок обрабатывает вокруг себя окружность диаметром 460 мм. При максимальном выдвижении рычага (ось В) диаметр обработки составляет 1340 мм.
Регламент по обработке поверхности включает в себя:
- Анализ состояния фундамента, так как если фундамент негодный, то нет смысла в выполнении дальнейших работ.
- Определение положения обрабатываемой поверхности (ОП) относительно теоретической поверхности (ТП).
- Анализ состояния ОП.
- Установку станка на самый изношенный участок и выверку при помощи уровня относительно ТП.
- При минимальном радиусе оси В начинается обработка вращением платформы (оси А) вокруг своей оси. После обработки полного круга ось В устанавливается на больший радиус и начинается обработка следующего круга. На минимальном вылете диаметр обрабатываемого круга составляет – 460мм., на максимальном - 1340 мм
- После обработки на максимальном вылете стрелы заканчивается первый цикл.
- Станок устанавливается на обработанную поверхность, теперь принимаемую за базовую и выверяется относительно её.
- Начинается следующий цикл обработки и так до полного завершения обработки всей поверхности.
В процессе обработки методом шлифования в автоматическом режиме, перемещением по оси Z осуществляется правка шлифовального круга с автоматической подналадкой. Точность позиционирования по оси Z – 0,001.

На предлагаемой модели за один цикл обрабатывается площадь равная 1,2 м2 с точностью воспроизведения относительно ТП – 0,005. При этом отклонение от прямолинейности составит не более 0,01 на 1м2. Масса станка 82 кг. По требованию Заказчика можем предложить станок, обеспечивающий точность воспроизведения, относительно ТП – 0,001, при этом отклонение от прямолинейности составит не более 0,002 на 1м2 . Масса станка 114 кг.
Состав оборудования:
- Станок
- Система управления на базе ноутбука
- Стойка с управляющими кабелями
- Балансировочное устройство (для балансировки шлифовального круга и фрезерной головки)
- Уровень электронный
Применяемый инструмент:
- метод шлифования - чашка коническая или цилиндрическая. Материал зерна – эльбор.
- метод фрезерования - головка четырех-резцовая, фрезерная. Материал резцов – гексанит-Р.
Станок для обработки плоских поверхностей без ограничения их величины - отличная альтернатива огромным плоскошлифовальным станкам. Технические характеристики сопоставимы. Не нужно везти обрабатываемое изделие к станку. Станок приедет сам на легковом автомобиле вместе с персоналом. В большинстве случаев изделие даже не надо снимать с фундамента. При этом, в отличие от стационарных станков, обрабатываемая площадь может быть сколь угодно большой.
По сравнению с традиционным оборудованием:
- Стоимость меньше в 8 раз.
- Потребляемая мощность меньше в 30 раз.
- Занимаемая площадь меньше в 60 раз.
- Масса меньше в 150 раз.
- По совокупности затрат цикл обработки можно сократить в 5 раз, а стоимость обработки – в 10 раз.